
2024-10-08
作者:楊軍龍 梁之榕 王桃
(廣州文沖船舶修造技術(shù)部)
“拉布拉多海峽”是一艘大型散貨船
,于2020年4月進(jìn)廠修理,修理的主要工程為艉甲板伙食吊檢修。船舶修理具有“短一
根據(jù)工程內(nèi)容
因此主動(dòng)作為
二
、修理過(guò)程1、現(xiàn)狀調(diào)查
經(jīng)現(xiàn)場(chǎng)勘驗(yàn),發(fā)現(xiàn)回轉(zhuǎn)支承軸承內(nèi)圈相對(duì)于外圈橫向狀況良好
,縱向一端凸出外圈,另一端凹進(jìn)去;初步分析是由于伙食吊吊臂伸出過(guò)長(zhǎng),吊臂端部沒(méi)有支承架,塔身尾部也沒(méi)有平衡裝置,造成支承軸承內(nèi)部受力不勻產(chǎn)生偏磨,故障軸承如圖1所示: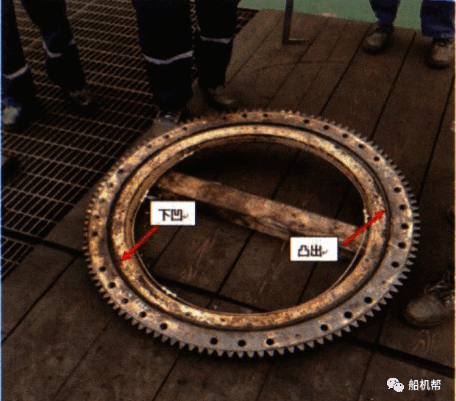
圖1 修理前的回轉(zhuǎn)支承軸承
經(jīng)查找相關(guān)資料
,回轉(zhuǎn)支承軸承結(jié)構(gòu)圖如圖2所示。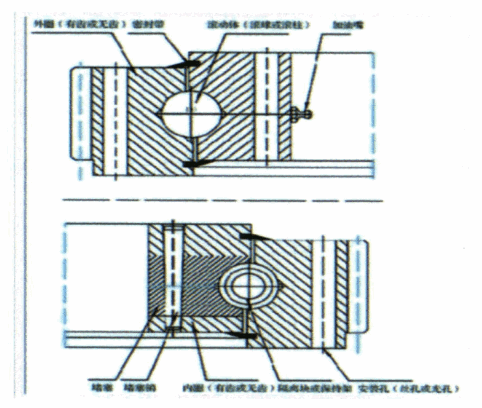
圖2 回轉(zhuǎn)支承軸承結(jié)構(gòu)圖
由左及右分別是(上部分):外圈(有齒或無(wú)齒)
、密封帶、滾動(dòng)體(滾球或滾柱)、加油嘴。由左及右分別是(下部分):
塞子
、錐銷、內(nèi)圈(有齒或無(wú)齒)、隔離塊或保持架、安裝孔(絲孔或光孔)。2
、擬定修理方案根據(jù)支承軸承結(jié)構(gòu)圖
,結(jié)合軸承的實(shí)際情況,工藝小組擬定了兩套修理方案:方案一
,待滾動(dòng)體拆出,內(nèi)、外圈分離后檢查測(cè)量外形幾何尺寸,若外形幾何尺寸良好,根據(jù)滾動(dòng)體的滾道磨損狀況,保持滾動(dòng)體中心位置不變的情況下,相應(yīng)加大滾道線徑,更換相應(yīng)尺寸的滾動(dòng)體即可。方案二
,若支承軸承銹蝕或變形嚴(yán)重,導(dǎo)致內(nèi)部滾動(dòng)體無(wú)法拆出,可根據(jù)情況破壞內(nèi)圈或外圈(無(wú)齒輪一側(cè))一小段3
、確定修理方案按照施工工藝流程將支承軸承內(nèi)部滾動(dòng)體拆出
,使內(nèi)、外圈分離,經(jīng)檢查及測(cè)量軸承外形尺寸,外圈(齒輪側(cè))除滾道輕微銹蝕、磨損外基本良好,而內(nèi)圈滾道磨損較嚴(yán)重,如圖3所示。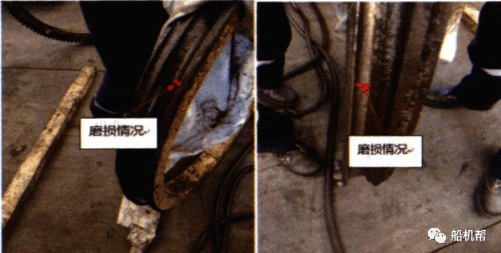
圖3 回轉(zhuǎn)支持軸承內(nèi)圈磨損情況
根據(jù)這種情況
,如選用第一種方案,需要將內(nèi)圈滾道磨損部位填焊進(jìn)行修復(fù),補(bǔ)焊量比較大,且焊后會(huì)造成材質(zhì)內(nèi)部發(fā)生改變,對(duì)后續(xù)加工精度不容易保證。經(jīng)研究分析后決定采用方案二進(jìn)行修復(fù)
,確定重新加工軸承內(nèi)圈,修理方案提交給了船方并得到確認(rèn)。4
、工藝圖紙繪制(1)根據(jù)解體后的工件狀況和實(shí)地測(cè)量掌握的數(shù)據(jù),在保證滾動(dòng)鋼珠原中心位置不變的情況下
,將原直徑ф28鋼珠更換成ф30軸承鋼鋼珠,滾道半徑相應(yīng)加大1mm,除掉表面銹蝕的銹皮,提高光潔度的同時(shí)保證原材質(zhì)表面的硬度,繪制外圈(齒輪側(cè))機(jī)加工修復(fù);(2)根據(jù)外圈(齒輪側(cè))加工后的內(nèi)徑尺寸和滾動(dòng)鋼珠中心位置給出合理的配合間隙得到內(nèi)圈外徑加工尺寸
,其余尺寸按舊件繪制出內(nèi)圈機(jī)加工圖紙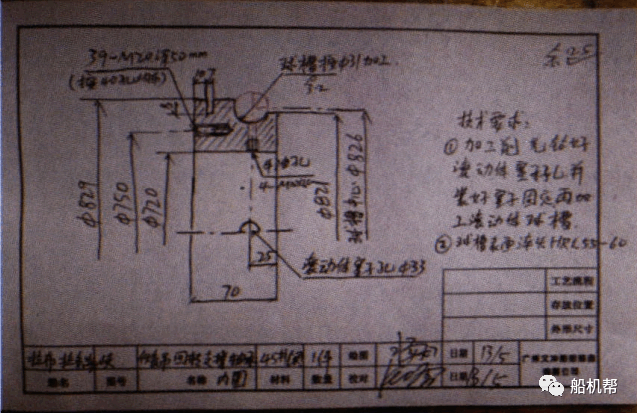
圖4 回轉(zhuǎn)支持軸承內(nèi)圈加工圖紙及處理工藝
(3)繪制出機(jī)加工圖紙后
三
組裝前將內(nèi)圈安裝孔與塞子(有滾道槽)做好標(biāo)記再拆出塞子
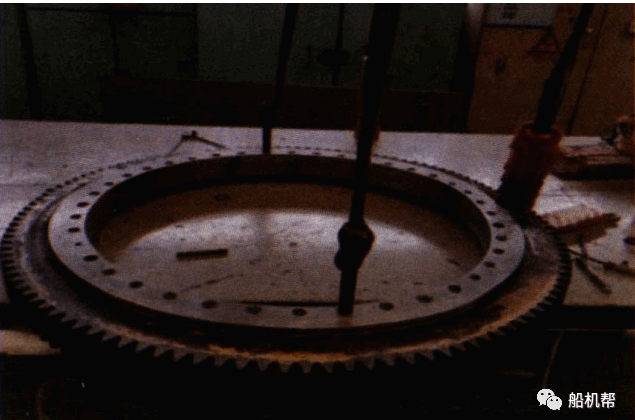
圖5 裝復(fù)后的回轉(zhuǎn)支持軸承
整個(gè)回轉(zhuǎn)支承軸承組裝完成后放平手動(dòng)旋轉(zhuǎn)順暢
回轉(zhuǎn)支承軸承整體上船復(fù)裝后進(jìn)行了調(diào)試及負(fù)荷試驗(yàn)
四、結(jié)束語(yǔ)
由于各種因素使得本次修期較為緊張
通過(guò)此次修理過(guò)程工作
參考文獻(xiàn)
【1】高立新,張鍵.大型齒輪箱回轉(zhuǎn)支承故障診斷[J]北京T業(yè)大學(xué)學(xué)報(bào)
,2005年1月,第31卷第1期:11—15.【2】國(guó)家機(jī)械工業(yè)局.中國(guó)機(jī)電產(chǎn)品目錄[M].第9冊(cè).軸承.北京:機(jī)械一業(yè)出版社.2000.
來(lái)源:船機(jī)幫
(版權(quán)歸原作者或機(jī)構(gòu)所有)
1
手機(jī)客戶端

微信小程序